




Servo sistem Chasing Knife v opremi za avtomatizacijo gradbeništva


Predstavitev izdelkov:
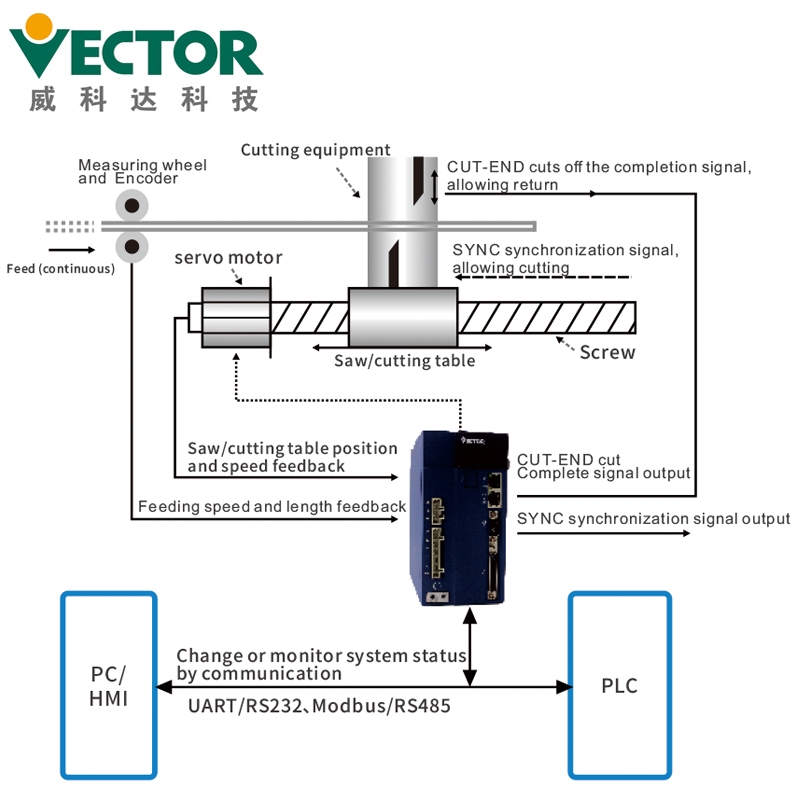
Posebni servo za zarezovanje VEC-VCF vsebuje funkcijo samodejnega krmiljenja zarezovanja.S hitrostjo dovajanja obdelovanega materiala se samodejno krmili hitrost naprej mize žage.Ko je dosežena nastavljena dolžina, vstopi v sinhronizacijsko območje in pošlje rezalni signal za obdelavo. Ko je bil predmet odžagan, se izda signal za zaključek rezanja in miza žage se hitro vrne na izvorno mesto, da se pripravi na naslednje rezanje.Izdelek je primeren za: vse vrste palic, cevi, pritrjevanje dolžine ekstrudiranega profila, polnjenje/brizganje in drugo posebno opremo za obdelavo, ki se mora premikati z obdelovancem.
Lastnosti izdelkov:
1. Samodejno poiščite mehansko izhodišče (metoda absolutnih koordinat);
2. Pomikajte se naprej in nazaj, poljubno določite izvor stroja (metoda relativnih koordinat);
3. Funkcija pospeševanja S-krivulje, ki samodejno sledi hitrosti podajanja glavne nitke
in izračuna prednapetost
4. V procesu pospeševanja S-krivulje je mogoče uporabiti tudi kompenzacijo navora za hitro sinhronizacijo in zmanjšanje napak pri rezanju;
5. Štirisegmentna krivulja S (pospešek/pojemek naprej, pospešek/pojemek vzvratno), se lahko nastavi individualno;
6. Prepoznajte Print Mark in samodejno popravite dolžino reza;
7. Zagotovite nastavitev Mark-Window za tiskanje ločil za izboljšanje zmožnosti prepoznavanja Mark;
8. Funkcija upravljanja naročil, štiri skupine naročil je mogoče zamenjati po želji.
Podrobnosti produkta:




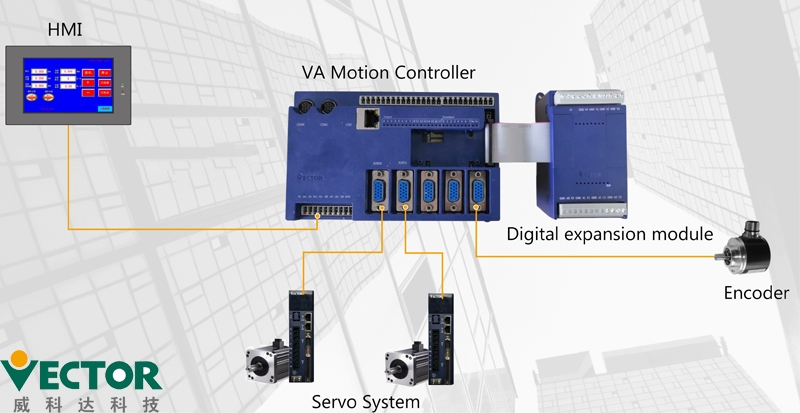
Nadzorni del:
Krmilnik gibanja: VEC-VA-MP-005MA
IO razširitveni modul: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
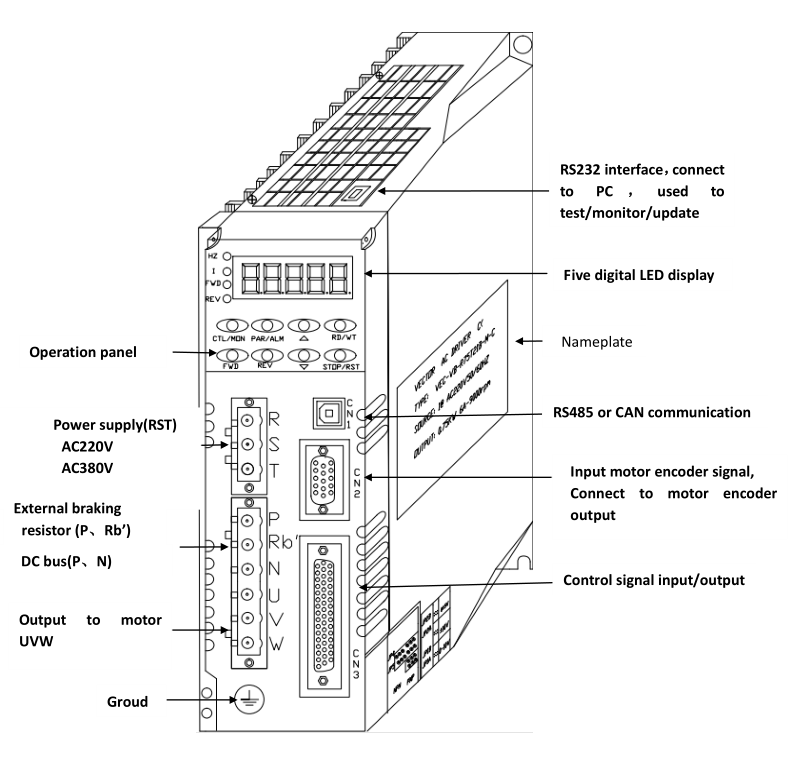
Del servo pogona: Pogon servo pogona: VEC-VC-022H33D-M-CA
Upogibni servo gonilnik: VEC-VC-02733H-ME
Del servo motorja: Vlečni servo motor: 200FMB-01520E33F-MF2IA
Servo motor za krivljenje: 180ME-4R415A33F-MF2K
Zmogljivost opreme:
Stroj za upogibanje obročev uporablja krmilnik gibanja VA kot krmilnik, ki ima visoko odzivnost in cikel skeniranja
Najmanjši čas je 1 ms, celotno dejanje obdelave je mehko in vpliv na stroj je manjši.Nadzor naredi
Predhodno podajanje in predhodno upogibanje lahko učinkovito zmanjšata ustrezen čas obdelave.Za primer vzemite 200*200 stremena,
Dejansko meritev se lahko izvede v samo 3,3 sekunde, doseže več kot 18 na minuto, učinkovitost pa se primerja z različico PLC - zaporedje 4 sekund je bilo znatno zmanjšano